
Строим 3D-принтер Tronxy X3 - настройка
набор "сделай сам"
Настройка
Первым делом, увидев этот набор в продаже, а потом, в процессе сборки и отладки, я бросился искать хоть какие-то упоминания о нем в Сети. Хотелось использовать чужой опыт сборки, запуска и настройки, сократить время до получения нормально работающего аппарата. Получилось не очень - как обычно, рекомендации есть, но выглядят они по большей части сомнительно, странно, а местами - явно неправильно. Пришлось разбираться самому, результаты выкладываю здесь, в последовательности, которую прошел сам.
Отмечу, как важный момент для "юного строителя" - набор работает "из коробки", все провода подключены по инструкции производителя, никаких изменений в плату управления, прошивок "марлина", доработок и улучшений блока питания и механической части принтера не проводилось. Все, что сделано - описано ниже.
1. Автоуровень с емкостным датчиком
Это первое, что нужно настроить после сборки принтера.
Конструкция имеет два мотора по оси Z, которые работают одновременно, поднимая и опуская печатную головку (hot end), вместе со всей механикой оси X (которая двигается влево-вправо). Это хорошо - рама не перекашивается в направляющих, в то же время они никак не связаны механически, и выключенные моторы можно крутить независимо. Поэтому - первое, что нужно сделать - выставить профиль оси Х параллельно основанию рамы, подкручивая один из моторов оси Z. Проще всего сделать это с помощью штангенциркуля. Можно также использовать какой-нибудь подходящий предмет, прикладывая его к стойкам и усаживая на его высоту обе стороны профиля оси X.
Выкручиваем регулировочные гайки стола принтера так, чтобы резьба не выступала - заподлицо с поверхностью гаек. Дальше - включаем принтер и делаем "auto home", который находится в разделе "prepare". Принтер поелозит, опустит головку в середине стола и на датчике, который закреплен на головке, загорится красный свет. По крайней мере - все провода подсоединены правильно, и все работает.
Теперь нужно выставить в горизонт стол. Выключаем принтер, теперь можно двигать оси X и Y руками. Выставляем печатную головку над каждым регулировочным винтом стола и добиваемся равного расстояния между головкой принтера и поверхностью стола на всех четырех углах. В этом деле также очень удобен штангенциркуль.
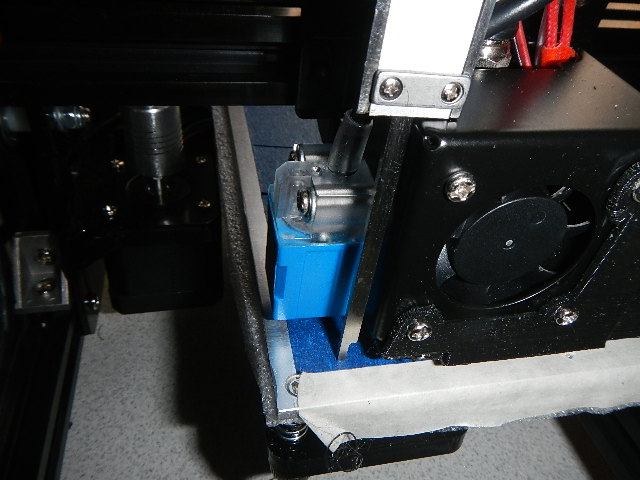
Еще раз делаем "auto home". После этого нужно измерить дистанцию от кончика сопла печатной головки до поверхности стола. Выглядит непросто, но для начала нужны точности в пределах 2-3 десяток, так что я, например, измерил габарит всего узла "верх - сопло", и отнял эту величину от измерения "верх-поверхность стола" (на верхней фотке)
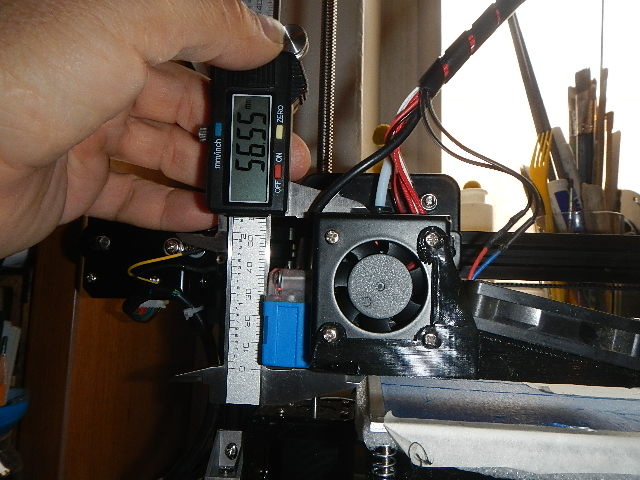
Полученная разница - это дистанция от кончика сопла до поверхности стола. Ее нужно внести в ЕЕПРОМ принтера - его постоянную память, где хранятся константы. Раздел "Control", "Motion", "Z offset" - выставляем значение в миллиметрах и десятых. Потом возвращаемся в "Control" и выполняем "Store memory". Если нет уверенности в качестве измерения, лучше поставить значение поменьше, принтер в начале печати не будет упираться головкой в стол при "пролете", а уточнить значение можно будет позже.
После этого можно сделать "Prepare" - "Auto leveling". Принтер определяет уровень стола в девяти точках по периметру и усредняет (насколько я понял :)) значение сдвига оси Z в зависимости от "кривизны" нашей настройки уровня стола.
"Железо" готово к тестированию.
Ставим софт - программу Repetier-host, подключаем принтер, загружаем что-нибудь маленькое, например такую детальку, и отправляем на печать. В результате должна напечататься маленькая заглушка, но нам в первую очередь интересен контур, который печатается одной линией вокруг детали. Его высота по умолчанию в установках программы задана для первого слоя 0.35 мм. Дальше - просто. Если ниточка получилась толще - добавляем величину разницы к значению "Z offset", тоньше - убираем.
На этом калибровка стола закончена, и больше специального внимания не требует.